


Z tohoto článku se dozvíte:
- Hlavní příčiny prasknutí a výměny otočného kroužku
- Jak předcházet poškození otočných kroužků
- Montáž otočného kroužku
- Údržba
- Příčiny poškození otočných kroužků a způsoby jejich předcházení
Zadrhávání a lámání zubů představují hlavní problémy spojené s otočnými kroužky: aby se prodloužila jejich životnost, doporučuje se dodržovat určitá pravidla při jejich návrhu, přepravě, montáži a údržbě.
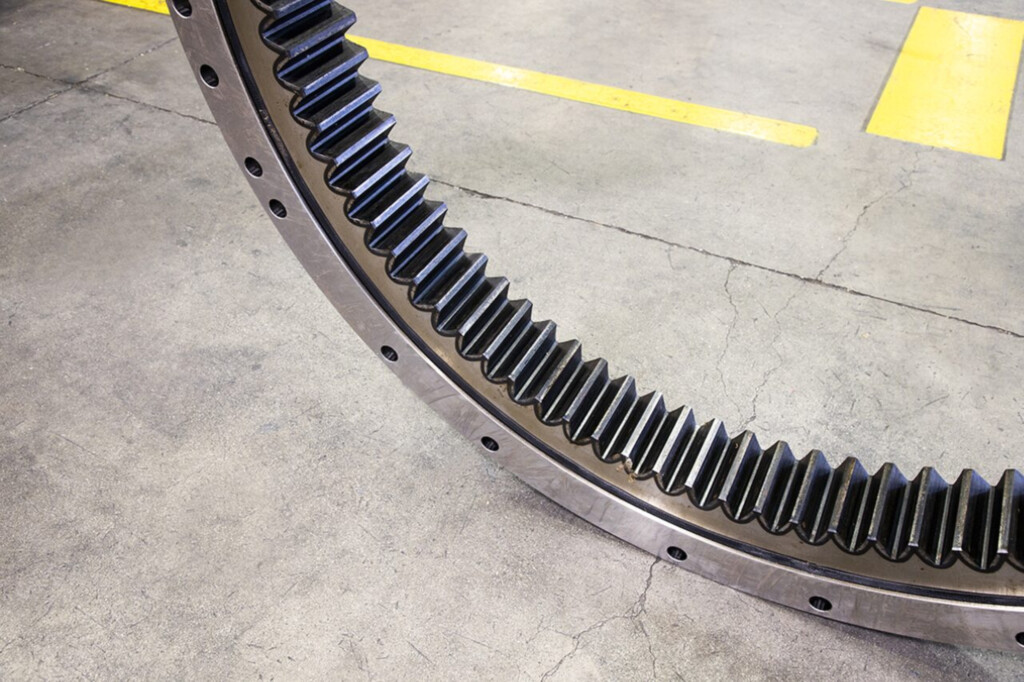
Otočné kruhy se používají v strojích, kde se kabina musí během práce otáčet vůči spodní konstrukci stroje, například u pásových a kolových bagrů. Tato ložiska jsou vystavena cyklickým zatížením s vysokou frekvencí, převodnímu momentu generovanému vyčnívajícím ramenem a značným setrvačným, osovým a radiálním silám, což vyžaduje zvláštní opatrnost, aby se předešlo rychlému opotřebení.
Otočné kroužky jsou velmi velké a skládají se ze čtyř hlavních částí:
- Spodní ozubený kroužek
- Horní kroužek
- Valivé prvky (kuličky uspořádané v jedné nebo dvou řadách nebo válečky)
- Distanční prvky
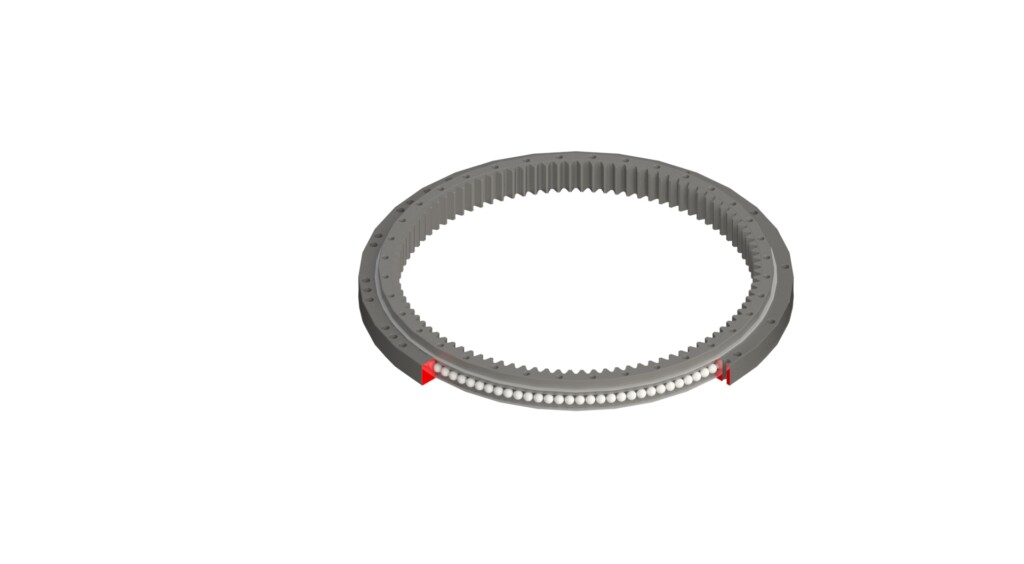
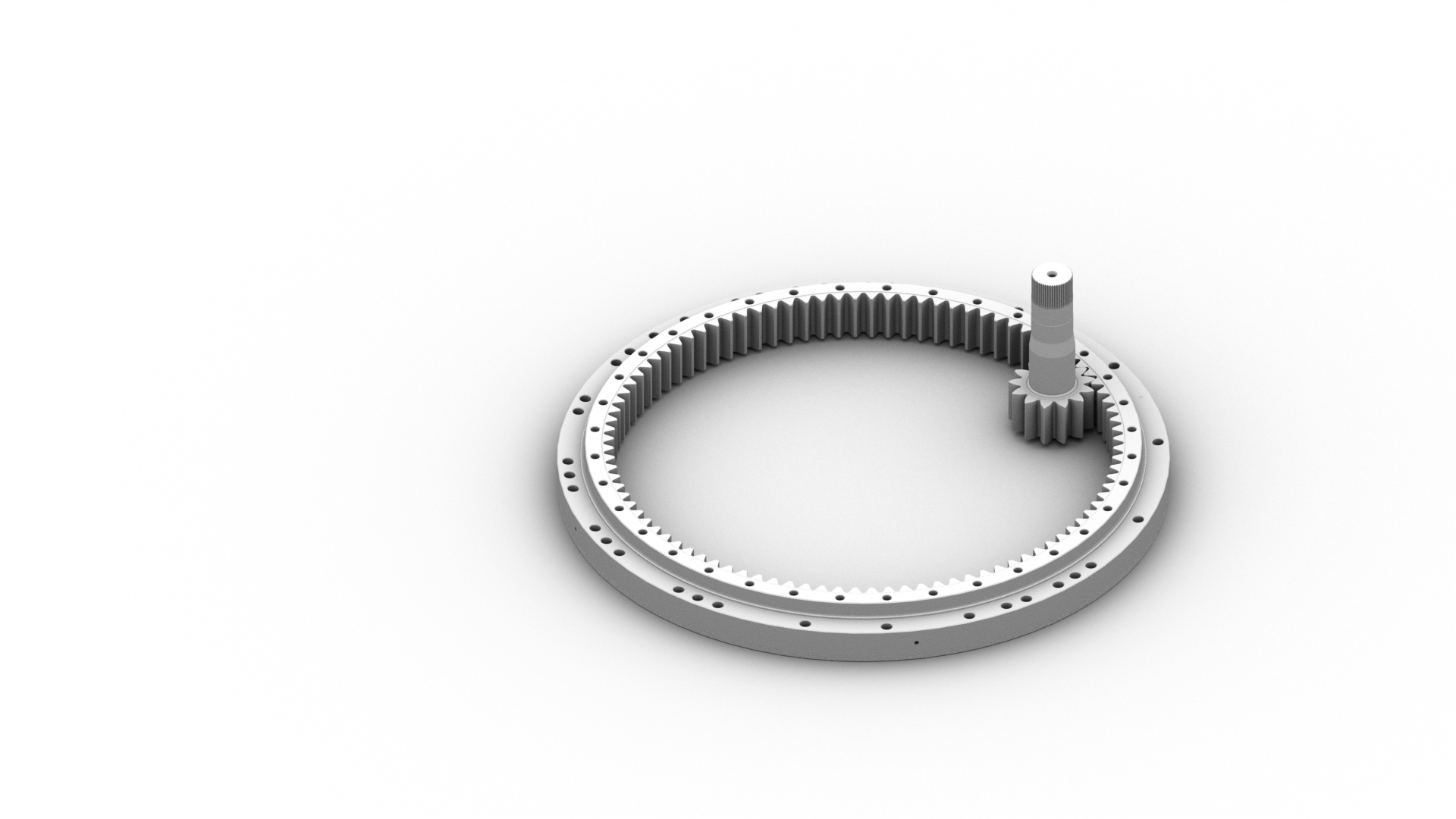
Oba kroužky mají drážky zvané dráhy, jejichž rozměr a tvar jsou navrženy tak, aby udržely valivé prvky a distanční prvky. U bagrů je ozubený kroužek ložiska připevněn ke spodnímu rámu stroje pomocí šroubových spojů. Horní kroužek, bez ozubení, je propojen s rámem kabiny. Otočný kroužek umožňuje vzájemné otáčení obou rámů a ovládá rotační pohyb prostřednictvím redukční převodovky. Redukční převodovka je namontována na rámu kabiny a má pastorek seřízený s ozubením na ložisku za účelem pohonu pohybu.
Hlavní příčiny prasknutí a výměny otočného kroužku
Nejčastější příčinou výměny otočného kroužku je prasknutí jednoho či více zubů na spodním kroužku. To znemožňuje provoz, protože počet poškozených zubů rychle narůstá. Hlavní příčinou je zhoršení nebo selhání brzdového systému pohonné převodovky. Pokud tento systém není účinný při změně směru pohybu kabiny, obrácení točivého momentu působícího na zuby způsobí jejich vychýlení nad mez návrhových specifikací. Riziko prasknutí je nejvyšší, když je lžíce zatížená a otáčky jsou vysoké.
Dalším problémem, který se může vyskytnout, je zablokování ložiska. Navzdory vysokým zatížením, kterým jsou otočné kroužky vystaveny, je poměr průřezu k průměru relativně malý. To je činí náchylnými k deformacím, pokud nejsou řádně podepřeny. Je proto důležité, aby nosná konstrukce byla dostatečně pevná, podpěrné plochy dokonale rovné a upevňovací systém bránil deformacím při vysokém zatížení. V opačném případě kromě rizika zablokování ložiska hrozí také trvalé poškození valivých drah.
Jak předcházet poškození otočných kroužků
Životnost otočných kroužků lze prodloužit dodržováním několika osvědčených zásad. Začíná to výběrem materiálů při výrobě a zahrnuje správnou montáž na rypadle a efektivní rutinní údržbu, která může výrazně snížit předčasné opotřebení.
PAMATUJTE
Pro předejití prasknutí a zablokování otočných kroužků je klíčové dodržovat pravidla správné montáže, pravidelné údržby a používat vhodné materiály a tepelné zpracování.
Materiály a tepelné zpracování
Výběr materiálů a tepelného zpracování je rozhodující pro dosažení pevných, odolných otočných kroužků, zejména s ohledem na životnost zubů. Obvykle se používají dva typy oceli: 42CrMo4 kalená na R=90–100 kgf/mm² pro vnitřní kroužky a C45 kalená na R=70–80 kgf/mm² pro vnější kroužky.
Je rovněž nutné provést povrchové tepelné zpracování v nejvíce namáhaných oblastech ložiska, jimiž jsou dráhy valivých prvků a zuby vnitřního kroužku. Indukční kalení zvyšuje odolnost zubů proti ohybu a únavě na kontaktních plochách. Valivé dráhy se zpracovávají stejným způsobem, aby se zabránilo opotřebení způsobenému neustálým pohybem pohyblivých částí.
Přeprava a skladování
Aby předejít nárazům a poškození, zejména radiálnímu, musí být otočný kroužek zabalen ve pevné obálce a přepravován vodorovně. Při skladování musí zůstat obálka a ložisko v krytém prostoru, chráněny před povětrnostními vlivy, které mohou způsobit korozi. Při vybalování je třeba dbát na nepoškození těsnění a odmastit ložisko pomocí komerčně dostupných ředidel bez chloridů, protože chloridy poškozují povrchy.
Montáž otočného kroužku
Proces výměny poškozeného otočného kroužku zahrnuje několik předběžných kroků pro správnou montáž nového ložiska. Při demontáži je důležité:
- Odstranit všechny nečistoty a usazeniny z opěrné plochy ložiska.
- Zkontrolovat stav konstrukce, ke které bude ložisko připojeno (to je zásadní pro správnou funkci a životnost ložiska).
- Ověřit, zda spojovací plochy nebyly poškozeny během provozu stroje nebo demontáže (nevhodná rovinatost může vést k zablokování ložiska).
Po provedení těchto kontrol lze ložisko umístit na spodní rám stroje. Pro správné a účinné usazení je třeba postupovat podle označení na ložisku. Všechny otočné kroužky mají přechodovou zónu začátku a konce kalení, která je nejcitlivější oblastí. Je nutné, aby přechodové body kalení byly co nejdále od oblasti maximálního zatížení během provozu stroje.
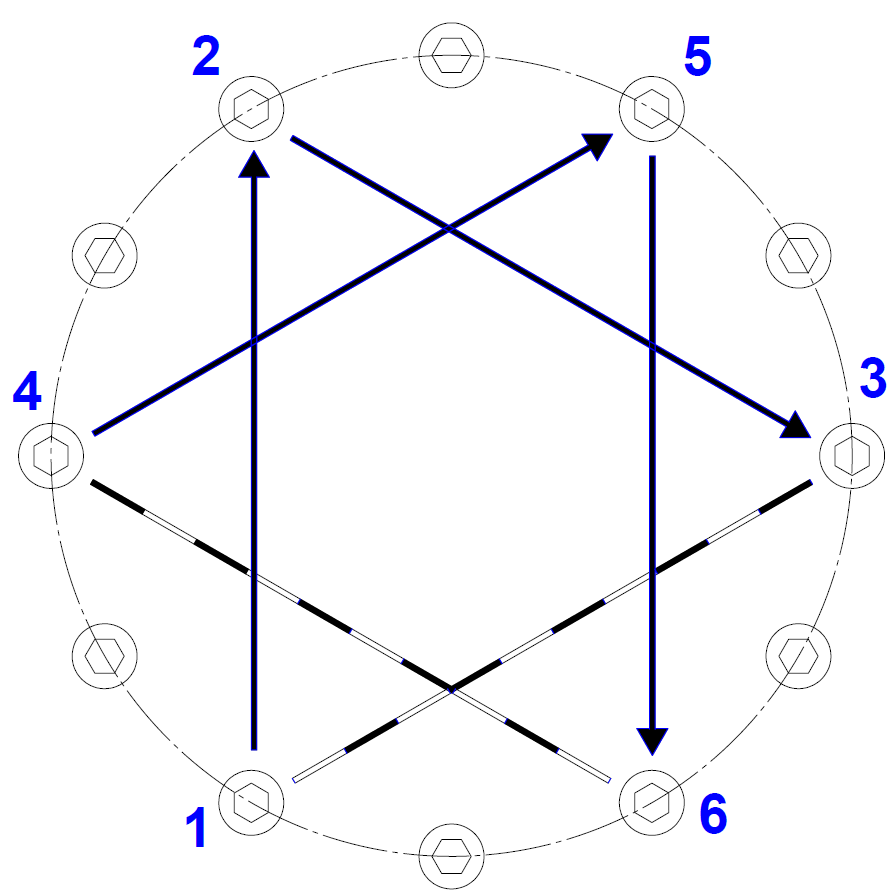
Před zahájením upevnění ložiska k rámu je třeba zkontrolovat, zda upevňovací šrouby odpovídají specifikacím uvedeným v návodu výrobce. Důležité je také nejprve namazat šrouby a použít ploché, neelastické podložky. Poté je nutné mírně dotáhnout šrouby prvního kroužku (spodního kroužku v pořadí zobrazeném na níže uvedeném obrázku), aby se zabránilo vzniku pnutí nebo deformacím samotného kroužku. Po dotáhnutí šroubů se operace dokončí aplikací točivých momentů šroubů uvedených v návodu výrobce pomocí momentového klíče s odpovídající kapacitou.
UPOZORNĚNÍ
Nejčastější příčinou selhání otočných kroužků je nesprávná funkce brzdového systému pohonné převodovky, což vede k prasknutí zubů a vážným škodám.
Excentricita otočného kroužku a montáž pastorku
Za druhé, je třeba zohlednit excentricitu otočného kroužku, aby se předešlo zablokování pohonné převodovky nebo předčasnému opotřebení zubů. Díky nízkému poměru tloušťky k průměru mají kroužky sklon k deformacím během tepelného zpracování. I když to negativně neovlivňuje kvalitu výroby, dává jim tvar lehce eliptický, nikoli dokonalý kruhový.
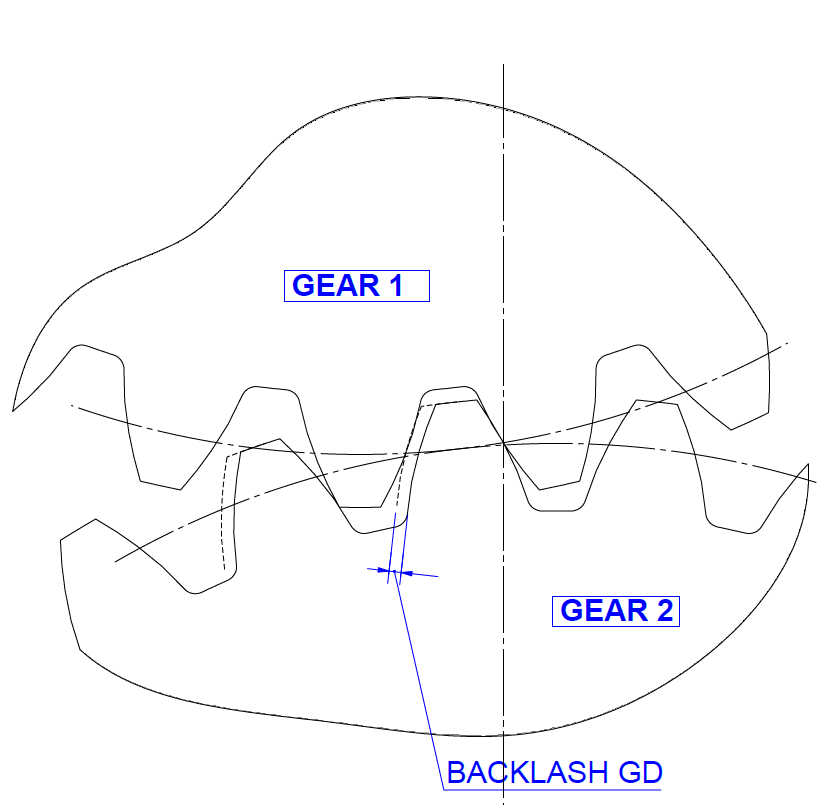
Během montáže je nutné zkontrolovat vertikální vyrovnání ložiska a pastorku. I pokud má stroj více než jeden pastorek, spojka by měla být umístěna v bodech maximální excentricity ložiska. Body maximální excentricity jsou na ložisku označeny třemi zuby natřenými na žluto. To umožňuje kalibraci vůle mezi dvěma sadami zubů v bodě maximální vzdálenosti mezi oběma komponentami. Dosahuje se toho seřízením vůle mezi stranami zubů kroužku a pastorku, přičemž vůle činí minimálně [(0,05 * M)] mm, kde M je modul zubu.
Po montáži se doporučuje několikrát otočit systémem, aby se ověřilo správné zachycení spojky a zda nedochází k nadměrnému hluku způsobenému nesprávným ozubením. Po kontrole a před uvedením pohonu otáčení kabiny do provozu je třeba namazat zuby, přičemž se dbá, aby boky všech zubů byly kompletně pokryty mazivem.
Na závěr se doporučuje změřit a zaznamenat vůli stroje. Měří se pomocí komparátoru umístěného, jak je ukázáno na obrázku, mezi horním a spodním kroužkem co nejblíže valivým dráhám, aby se minimalizoval vliv pružných deformací v nosné konstrukci. Po nastavení a vynulování komparátoru se stroj přivede do stavu maximálního zatížení a změny způsobené vůlí se změří. Nejvyšší naměřená hodnota v různých úhlových polohách představuje počáteční vůli stroje a slouží jako referenční hodnota pro budoucí měření, která jsou nutná pro monitorování stavu otočného kroužku.
Údržba
Aby maximalizovat životnost ložiska a zajistit jeho správnou funkci, je nutné provádět pravidelné kontroly mazání, dotahování upevňovacích šroubů, stavu těsnění a vůle stroje.
Ložisko je dodáváno s předmazenými valivými drahami. Je proto třeba ho promazat po prvních 50 hodinách provozu a následně v intervalech závislých na provozních podmínkách stroje (ale nikdy ne déle než po 100 hodinách provozu). Dále je nutné před a po delších odstávkách stroje otočný kroužek promazat. Mazivo se aplikuje za chodu otáčejícího se ložiska a je dostatečné, když mazivo vytlačí těsnění a vytvoří na něm tenkou vrstvu.
Během celé životnosti setrvačníkového kola je důležité provádět vizuální kontroly stavu těsnění a vyměnit je, pokud vypadají opotřebovaně nebo křehce. Podle stejného plánu údržby je třeba boky zubů zcela pokrýt mazivem, rozetřeným štětcem nebo nastříkat sprejem.
Jak již bylo zmíněno výše, je dobrým zvykem měřit vůli stroje jednou ročně, aby se zjistily problémy spojené s nerovnoměrným opotřebením valivých drah. Maximální povolený nárůst závisí na několika faktorech. Patří sem průměr ložiska, typ a velikost valivých prvků (kuličky nebo válečky) a způsob použití (vyšší úrovně opotřebení mohou být přijatelné, pokud neohrožují funkci). Ve všech případech, kdy je nárůst čtyřikrát větší než počáteční vůle, se doporučuje zvážit výměnu otočného kroužku.
Příčiny poškození otočných kroužků a způsoby jejich předcházení
| Příčina poškození | Popis | Způsob předcházení |
|---|---|---|
| Prasknutí zubů | Nejčastěji způsobené zhoršením brzdového systému pohonné převodovky. | Pravidelná kontrola a údržba brzdového systému. |
| Zablokování ložiska | Vychází z deformace ložiska při nedostatečném podpoře. | Zajištění dostatečné tuhosti nosné konstrukce a rovinnosti podpěrných ploch. |
| Nesprávná montáž | Nesprávné utažení šroubů nebo chybné umístění součástí během montáže. | Dodržování montážních postupů, použití plochých podložek a naolejovaných šroubů. |
| Nesprávná údržba | Nedostatek pravidelného mazání, dotahování šroubů a kontroly stavu těsnění. | Pravidelné revize, mazání a výměna poškozených těsnění. |
| Nevhodné skladovací podmínky | Vystavení povětrnostním vlivům vedoucí korozi a poškození. | Skladování v uzavřených suchých prostorech, ochrana před povětrnostními vlivy. |
